1. Probenvorbereitung
Eine korrekte Probenvorbereitung ist grundlegend für genaue Ergebnisse bei der Laserbeugung. Dies beginnt mit einer guten, repräsentativen Probenahme. Bei inhomogenem Schüttgut kann die Entmischung den Prozess erschweren. Äußere Einflüsse wie Transport oder Vibration können kleinere Partikel in Zwischenräume drücken, sodass sie sich am Boden eines Behälters sammeln. Alternativ führen Kräfte, die beim Befüllen oder Beschicken wirken, dazu, dass sich große Partikel am Boden des Behälters sammeln. Das erneute Mischen oder die Entnahme von Teilproben aus mehreren Positionen beginnt, das Problem anzugehen.
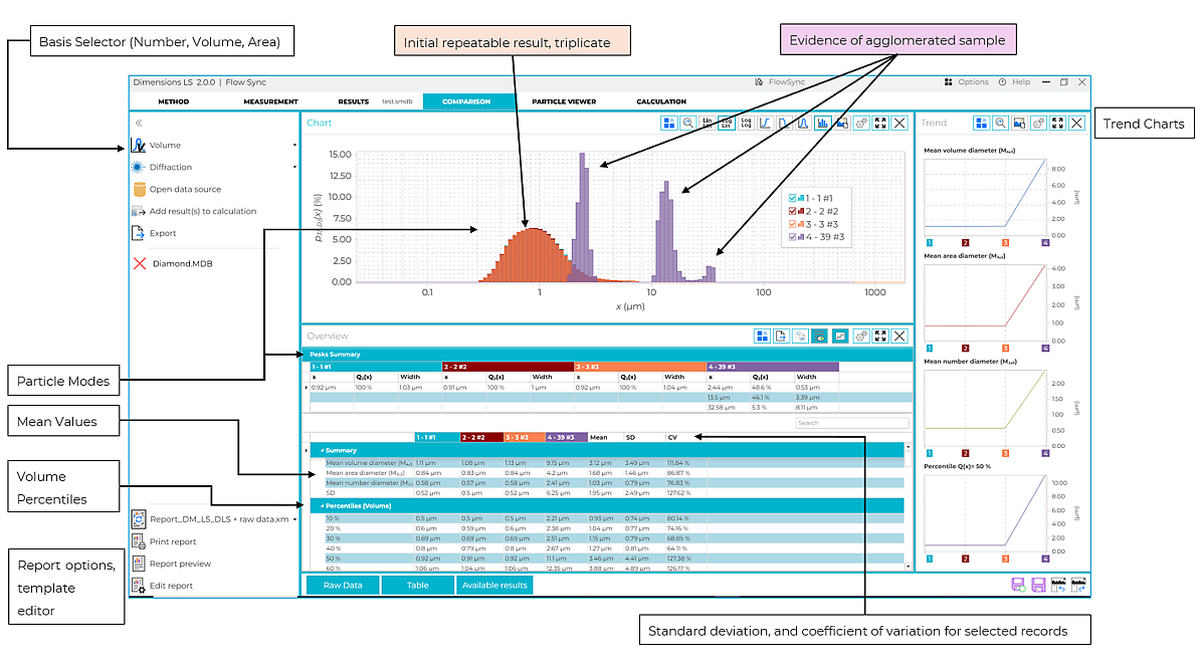
Die Teilung der Proben ist jedoch die beste Lösung, um Fehler bei nachfolgenden Partikelmesstechnik-Messungen zu minimieren. Abbildung 1 zeigt die qualitative Variation auf Basis der Probenahmetechnik.
Abbildung 1 beschreibt die qualitative Variationsmessung, die mit verschiedenen Probenahmetechniken verbunden ist. Die Auswirkungen einer schlechten Probenahme haben einen enormen Einfluss auf die nachfolgende Partikelgrößenanalyse. Die Probenteilung mit einem Gerät wie dem Retsch PT100 ist eine bevorzugte Labormethode für wiederholbare und reproduzierbare Daten.
Ein wesentlicher Vorteil des SYNC ist der einfache Wechsel zwischen Nass- und Trockenmodulen ganz ohne Werkzeug. Der FLOWSYNC bietet eine breite chemische Kompatibilität und eine optionale interne Sonde zur Ultraschallbehandlung.

Abbildung 1